REFERENZEN
Hier finden Sie einen Auszug aus unserer Mitgliederliste und Best Practice-Beispiele für die MTM-Anwendung

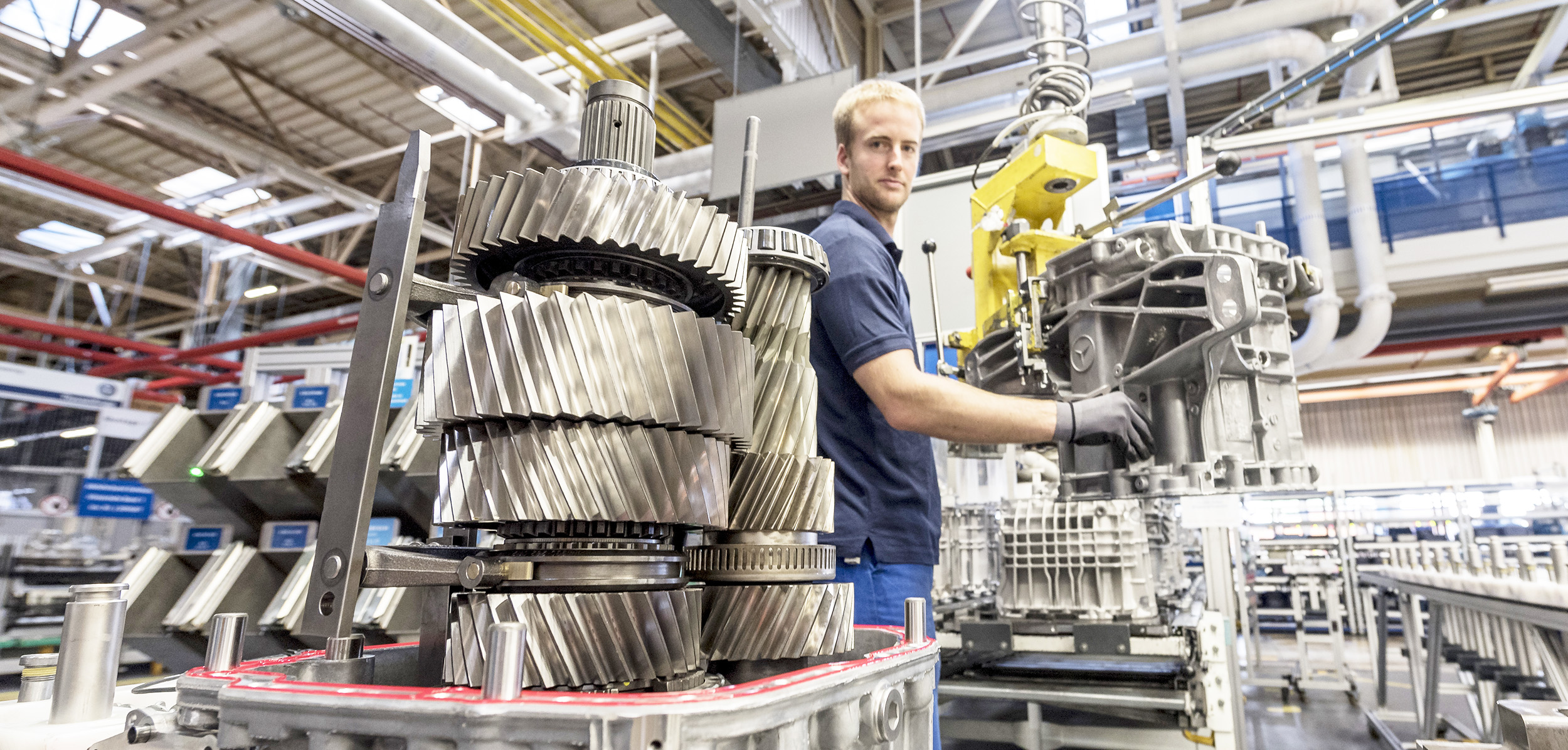
Daimler AG
Mercedes-Benz nutzt MTM
zur Ermittlung und Steuerung des Betriebspunkts am Shopfloor
14.02.2017
Produktivitätsverbesserung durch flexiblen Personaleinsatz
Die hohe Varianz in der Getriebemontage im Mercedes-Benz Werk Gaggenau stellt entsprechend hohe Anforderungen an die Personalplanung und -steuerung. Wie viele Mitarbeiter mit welchen Kenntnissen und Fertigkeiten sind pro Schicht erforderlich und wie können diese Mitarbeiter flexibel eingesetzt werden? Antwort auf diese Fragen gab ein gemeinsames Projekt der Daimler AG und der Deutschen MTM-Gesellschaft mbH. Im Fokus stand die Produktivitätsverbesserung mittels eines Instruments zur Ermittlung und Steuerung des optimalen Betriebspunkts. Dieses Tool wird täglich am Shopfloor als neues Instrument eingesetzt.
Der optimale Betriebspunkt beschreibt die optimale Auslastung des Mitarbeiters mit Arbeitsinhalten im Arbeitsprozess, bei gleichzeitiger Betrachtung des machbaren Leistungsumfangs im Abgleich zur Taktzeit, um Wartezeiten zu vermeiden.
Ende 2015, Anfang 2016 wurden zunächst die Montagetätigkeiten am Band 2 im Werk Gaggenau mit Daimler C-Werten analysiert – und zwar je Montageplatz und Getriebevariante. Die C-Werte wurden bei dieser Gelegenheit überprüft und ggf. angepasst. Die in dem Mix aus Planungs- und Ausführungsanalysen gewonnenen Daten bilden nicht nur die fundierte Basis für eine exakte Personaleinsatzplanung. Der einheitliche Standard der Zeitermittlung ermöglicht überhaupt erst die Vergleichbarkeit von Arbeitsmethoden und sorgt für die nötige Transparenz.
Im nächsten Schritt wurde eine Schnittstelle für das automatisierte Einlesen der Daten zur Betriebspunktsteuerung zu TiCon entwickelt. Im neuen Tool wurden dann die Taktungsmodelle für sieben verschiedene Mitarbeiterszenarien anhand von Ablaufdiagrammen erfasst. An den Engpass-Stellen fanden Störungs-Workshops statt. Nachdem eine Auswahlmöglichkeit zu den Arbeitsmethoden hergestellt worden war, konnte die geeignetste Methode von Mitarbeitern der Gruppen getestet werden. Die Ergebnisse, respektive die notwendigen Ablaufänderungen wurden anschließend in das Betriebspunkt-Tool integriert. Die Validierung des Betriebspunktermittlungstools erfolgt über das tägliche Messen von KPIs (Getriebeausbringung nach Tool gegenüber Getriebeverlust aufgrund von Störungen).
Zur Ermittlung des Produktivitätsgewinns wurde ein Referenz-Monat ausgewählt und die Anzahl der montierten Getriebe sowie die Anwesenheit der Mitarbeiter betrachtet. Diese Zahlen wurden dann mit dem neuen Betriebspunktermittlungstool verifiziert. Allein der richtige Einsatz der Mitarbeiter je Bereich habe einen Effekt von 3% gezeigt.
Mit dem ganzheitlichen Ansatz der MTM-Beratung und der Bausteinlogik, also den Erweiterungsmöglichkeiten Baustein für Baustein, ist man bei Mercedes-Benz sehr zufrieden. Das betrifft auch den Einsatz von TiCon. Die MTM-Softwarelösung spielt bei der Bewältigung der anstehenden Aufgaben eine wichtige Rolle. Dank der automatischen Datenintegration (TiCon à Excel) kann z. B. der händische Aufwand minimiert werden.
Aktuell werden die Tätigkeiten am Getriebemontageband 1 im Mercedes-Benz Werk Gaggenau analysiert. Auch hier ist wie bei Band 2, neben Vertretern der Gruppe, Betriebsingenieuren und Kollegen aus dem Industrial Engineering, der Betriebsrat involviert. Mitte/Ende Februar 2017 sollte das Betriebspunkttool auch für das Band 1 verfügbar sein. Im nächsten Schritt ist geplant die Vorschau zu erweitern.
Bildnachweis:
© Daimler AG

Mercedes Benz Trucks
Mit MTM-Verfahren ProKon erfolgreich eHPV-Potenziale heben
28.11.2017
Pilotprojekt bei Mercedes Benz Trucks in Wörth
Das Mercedes-Benz Werk Wörth der Daimler AG verlassen täglich bis zu 470 Lkw. Wie in der Pkw-Sparte steht man auch hier insbesondere bei Anlauf eines neuen Produktes vor der Herausforderung, Entwicklungszeiten zu verkürzen und Herstellkosten zu senken. Da der Großteil der Herstellkosten im Bereich der Produktion (Teilebearbeitung und Montage) verursacht wird, ist es sinnvoll, mit Maßnahmen zur Kosteneinsparung bzw. -vermeidung bereits in der frühen Phase des Produktentstehungsprozesses, d. h. in Produktentwicklung bzw. Konstruktion anzusetzen. Diese Best Practice schauten sich die Produktionsplaner in Wörth von der Pkw-Sparte ab. Dort ist das MTM-Verfahren ProKon zur Bewertung konstruktiver Lösungen hinsichtlich ihrer Auswirkung auf die Produktivität bereits Standard.
Ziel des Pilotprojektes mit ProKon war das Aufzeigen von Produktpotenzialen zur Reduzierung der konstruktiv bedingten Fertigungszeit eHPV (engineered
Hours Per Vehicle) am Beispiel der Baugruppe „Vorbauklappe“. „Mehr als 50% der Fertigungszeit werden über die Konstruktion definiert“, sagt Michael Müller, Produktionsplanung - Assembly Strategy & Production Oriented Design im Werk Wörth. Deshalb habe man nach einer Methode gesucht, die dies berücksichtigt und Stellhebel im Produkt-Design identifiziert. Das bedeute auch, so Müller, den Entwicklern und Konstrukteuren die Anforderungen in der Montage nahezubringen. Mehr als drei Jahre arbeite man bisher an Kostensenkungsmaßnahmen am Produkt und im Prozess der aktuellen Lkw-Serie. Für das Pilotprojekt ProKon wurde ein Team aus Kollegen der Serienvorbereitung, der Montage und der Produktion gebildet – „den größten Input erhält man von den Mitarbeitern in der Produktion“, betont Projektleiter Müller. Externe Unterstützung kam von der Deutschen MTM-Gesellschaft, denn hier sei schließlich Expertenwissen in der Arbeitswirtschaft sowie Erfahrung zum Wissenstransfer im Automotive-Bereich gefragt, so Müller. Ein weiterer Grund für die Zusammenarbeit mit MTM: Oftmals scheitere der Erfolg eines Projektes an der ordentlichen Analyse und Dokumentation der Daten – „ich brauche ja belastbare Zahlen“, betont Müller, und die gebe es mit MTM. Die Vorgabezeitermittlung wird an den deutschen Daimler-Standorten größtenteils mit MTM definiert.
Im Vorfeld wurde ein repräsentatives Referenzfahrzeug bestimmt und die Verteilung der Montagezeiten auf die einzelnen Produktbereiche analysiert. Für das Pilotprojekt ProKon wurde die Vorbauklappe ausgewählt, eine montageintensive Baugruppe mit einem klar definierten Umfang, eindeutigen Schnittstellen und damit auch klar definierten Verantwortlichkeiten in der Entwicklung. Zunächst wurde die Vorbauklappe hinsichtlich Funktion, Konstruktion und Montageaufwand mit ProKon bewertet. Nächster Projektschritt war die Ausarbeitung von eHPV- Produktpotenzialen, sprich die Entwicklung von Gestaltungsalternativen mittels ProKon und MTM-Expertenwissen. Die SOLL-Analyse ergab ein eHPV-Potenzial von 36%. „Selbst wenn nur ein oder zwei Minuten Fertigungszeit pro Baugruppe eingespart werden könnten, kommt bei der Menge an produzierten LkW pro Jahr einiges zusammen“, rechnet Müller hoch.
Sowohl die ProKon-IST-Analysen als auch die Gestaltungsalternativen in Form der ProKon-SOLL-Analysen sind mit der MTM-Softwarelösung TiCon dokumentiert. Damit stehen alle in Zusammenhang mit dem Pilotprojekt erhobenen Daten strukturiert und jederzeit nachvollziehbar zur Verfügung. Insgesamt wurden mehr als 20 Maßnahmen mit konstruktiven Änderungen in sogenannten Steckbriefen beschrieben und zur Bewertung an die verantwortlichen und interdisziplinär besetzten Entwicklerteams weitergeleitet. Dort wird unter wirtschaftlichen Aspekten über eine Umsetzung entschieden. Die Ideen befinden sich aktuell im Bewertungsprozess. Michael Müller ist mit dem Piloten sehr zufrieden. „Die detaillierte Analyse in punkto Fertigungszeit und die entsprechende Dokumentation in Steckbriefen schafft uns Transparenz bei der Maßnahmenüberprüfung und -umsetzung.“ Im nächsten Schritt werde man erneut mit der ProKon-Methode im Bereich der Leitungsverlegung nach geeigneten eHPV-Potenzialen suchen.
Bildnachweis:
© Daimler AG
